 |
Solutia de control 1. Planificator global Pentru a compensa lipsurile sistemelor de control ierarhice si heterarhice, a fost ales conceptul de Sistem Holonic de Productie pentru modelarea si implementarea sistemului de asamblare in retea cu roboti, acesta fiind caracterizat de inteligenta artificiala, urmarirea produselor, controlul calitatii si toleranta la defect.
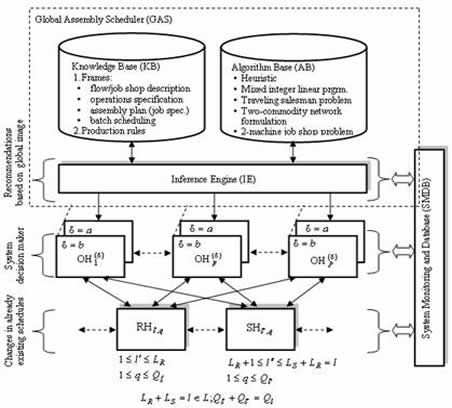
Planificatorul Global calculeaza off-line holonii OHp(δ),1≤p≤P la nivel de planuri de asamblare APp(δ) disponibile pentru produsele Ap,p∈P. O operatie Oi∈O din holonul de comanda p este executabila daca toate resursele necesare sunt definite ca operationale de catre cel putin un Ap,p∈P. Operatia Oi∈O este programabila la timpul t daca:
2. Aspecte de timp real In arhitectura propusa, Planificatorul Global este de fapt o unitate de control care furnizeaza programe (optimale) pentru echipamentele de asamblare si conditionare atunci cand sistemul functioneaza in conditii normale. Planificarea este realizata in majoritatea cazurilor off-line: un set de ordine se va executa cu control online de catre un set de roboti prevazuti cu vedere artificiala, eventual minimizand/maximizand un anumit criteriu de performanta. Un ordin poate fi compus din mai multe operatii. Toti parametrii asamblarii se presupune ca sunt cunoscuti apriori; fiecare operatie urmeaza a fi executata de maxim un robot sau camera la un anumit timp. Initial, toti robotii se considera ca sunt operationali. Luand in considerare imaginea globala a sistemului si numarul de ordine in progres la un anumit timp, Planificatorul Global al operatiilor de asamblare elaboreaza programul sistemului sub forma unor planuri de asamblare(OH), dar nu impune acest program resurselor de tip robot sau senzor. Programele de productie elaborate de GAS (Global Assembly Scheduler) sunt tratate ca recomandari de catre entitatile de luare a deciziei. Daca apare o problema in procesul de productie(ex: defectarea unui controller) sistemul isi schimba modul de operare intr-unul online, unde holonii interactioneaza intre ei incercand sa rezolve problema in cel mai bun mod mosibil. 3. Descrierea holonilor Conceptul holonic a fost definit de catre scriitorul si filozoful ungur Arthur Koestler, care a propus termenul de holon pentru a descrie o unitate de baza organizatorica in sistemele biologice si sociale [Koestler 1968]. Doua proprietati importante ale holonului fac din conceptul holonic un instrument de modelare adecvat in proiectarea atat a sistemelor de fabricatie cat si a sistemelor de manipulare a materialelor. In primul rand, autonomia ofera holonilordreptul de a lua decizii fara a consulta vreo entitate superioara. In al doilea rand, cooperarea permite holonilor sa comunice cu alti holoni asemenea pentru dezvoltarea de secvente de planificare mutual acceptate si executarea acestora.
sau
sau
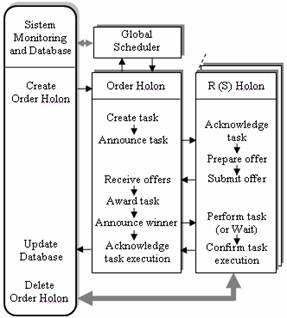
Decizia finala asupra unui ordin de asamblare este facuta de managerul holonilor de comanda al ordinului dupa primirea ofertelor de la entitatile robot si senzor din sistem. Daca este necesar, schimbarile in programul realizat offline vor fi facute de holonii robot/senzor bazandu-se pe protocoalele de cooperare tolerante la defect.
Pentru fiecare ordin exista un holon dedicat, cu responsabilitati specifice, incluzand drepturi de a lua decizii finale despre resursele care vor executa operatiile ordinului. Aceasta decizie este luata de managerul noului ordin, conform propunerilor venite de la holonii resursa/senzor si GAS. Holonii resursa/senzor(RSH) au propriile decizii incorporate in ei, din moment ce ei sunt ponderati conform starii lor srlq si a incarcarii viitoare. Cand un ordin intra in sistem prima entitate care reflecta acest lucru este sistemul pentru monitorizare si baza de date (SMDB) care creeaza holonul comanda corespunzator. Acest holon comanda anunta noile operatii ale sarcinilor catre RSH si GAS, trimite toate informatiile legate de noul tip de asamblare, si impune un termen final pentru primirea ofertelor pentru conditionarea materialelor(ex: transport si manipulare, lipire, inspectare ...). In implementarea planificatorului global am pornit de la modelul de referinta PROSA in care am definit functionalitatile fiecarui holon. Aceste functionalitati servesc la 3 lucruri: la planificarea offline (cand sistemul functioneaza normal, conform acestei planificari, fara caderi de resurse sau modificari de ultim moment ale productiei), la executia holonica de timp real (cazul in care se modifica ceva in sistem, iar planificarea este invalidata – Ex: o resursa devine inaccesibila sau la productia initiala a fost schimbata – lucru care duce la o licitatie intre resurse in care isi reasigneaza operatiile) si la executia propriu-zisa in care avand o planificare a operatiilor, obtinuta prin una din cele 2 metode de mai sus, se aloca efectiv operatiile pe resurse. Mai jos sunt descrisi cei trei holoni propusi. Holonul Ordin (Order Holon) contine informatia completa necesara executiei unui singur produs compusa din informatii produs, care dau procesul complet de fabricatie al produsului, informatii despre resursele pe care se executa produsele, date necesare in timpul planificarii si metode necesare planificarii (functii care folosesc in algoritmul de planificare). Holonul Produs (Product Holon) contine aceeasi informatie ca si Order Holon. Holonul Resursa (Resource Holon) contine informatia care caracterizeaza resursa asociata la momentul de timp prezent si este compusa din informatii resursa, care caracterizeaza complet resursa la momentul curent de timp, informatii necesare in timpul planificarii/executiei si metode/functii care folosesc in algoritmul de planificare.
4. Toleranta la defect O contributie stiintifica semnificativa va consta in adaugarea tolerantei la defect sistemului de comunicatie al celulei. O arhitectura de comunicatie toleranta la defect este propusa in figura de mai jos, oferind redundanta atat la nivelul Controllerelor Statiilor (o avarie a oricarui Controller Robot CR este detectabila, iar sarcinile de productie pot fi replanificate unitatilor valide ramase) si la nivelul Calculatoarelor Statiilor CS (reproducerea bazelor de date din terminalele robot de tip IBM PC, reasignarea CS in cazul defectarilor individuale).
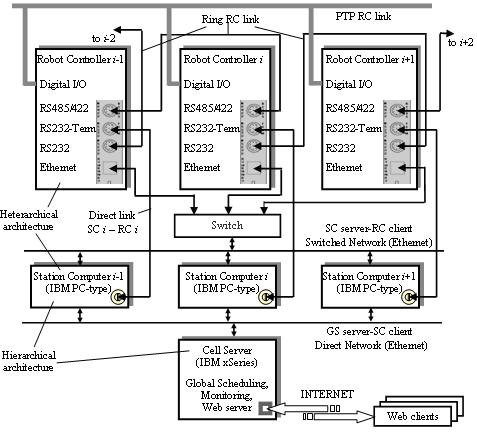 Arhitectura de comunicatie toleranta la defect. 5. Implementarea tolerantei la defect Datorita capacitatii de rulare intr-un timp relativ scazut pe un calculator cu dotari normale (procesor Intel Pentium 4) programul care implementeaza planificatorul offline a fost integrat in mecanismul de replanificare a productiei in cazul in care resursele isi schimba starea din disponibil in indisponibil si invers ca urmare a unei defectiuni sau a unei lucrari de reparatie.
Procesul de executie a productiei cu repalnificarea operatiilor si realimentarea posturilor in cazul defectarii resurselor sau epuizarii stocului
Ultima modificare 29.05.2008 |